
Carbidosteel (#CARBIDOSTEEL) is a deformable, mechanically and heat-treatable composite material for cutting, stamping and deforming tools, consisting of particles of a hard alloy of titanium carbide and a binder of tool or other steel, combining ductility, mechanical workability and high strength of steels with high hardness and wear resistance of hard alloys, and occupying an intermediate position between steels and hard alloys
Copyright certificates
UA КМ №145948, 06.01.2021, by Y. Bokiy (Ю. Ф. Бокий)
UA КМ №146287, 03.02.2021, by Y. Bokiy (Ю. Ф. Бокий)
UA КМ №146725, 10.03.2021, by Y. Bokiy (Ю. Ф. Бокий)
SU 1039094, 21.10.1980, by Y. Bokiy (Ю. Ф. Бокий)
SU 1052555, 16.07.1982, by Y. Bokiy (Ю. Ф. Бокий),
A. Petrov (А. К. Петров), S. Kiparisov (С. С. Кипарисов), A. Tsipunov (А. Г. Ципунов), V. Zubkova (В. Т. Зубкова)
SU 1280908, 29.03.1985, by Y. Bokiy (Ю. Ф. Бокий),
S. Tishayev (С. И. Тишаев), Y. Vnukov (Ю. Н. Внуков), V. Makogon (В. Н. Макогон), V. Zubkova (В. Т. Зубкова), A. Uchayev (А. С. Учаев)
#CARBIDOSTAL: #IZPM Engineering technologies —
in search of reasonable solutions
www.carbidostal.com
Contents
1. Abstract
2. Key differences, structure
3. Comparative properties
4. Durability tests
5. Tools
6. Material characteristics
7. Areas of use
8. Non-instrumental applications
9. Potential consumers
10. Copyright certificates
11. Priority
12. Summary by Stetsenko N.V.
1) Abstract
Carbidostal BOKRA® –
a powder metallurgy product with unique properties and application prospects
In the 70s and 80s, a new powder metallurgy material “carbidostal” (carbidesteel) was created at the UkrNDIspetsstal Institute (Zaporizhzhia, Ukraine). This material has a few
unique properties and characteristics.
1. Carbidostal BOKRA® contains particles of hard lubricant, which give the material the effect of self-lubrication. This decreases the friction coefficient and drastically increase the
tools wear resistance.
2. Carbidostal BOKRA® can be considered a hard alloy, but it differs in that carbidostal BOKRA®, like tool steels, lends itself to deformation by stamping, extrusion, and rolling.
After hardening, carbidostal BOKRA® acquires hardness at the level of hard alloys (HRC 68-72), while it is 2-3 times higher in strength and impact toughness than that of WC-Co hard alloys. The specific weight of carbidostal BOKRA® is 2 times less than that of hard alloys (7.15 g/cm3),
thus it is possible to produce twice as many tools from one ton
of the material. Unlike hard alloys, carbidostal BOKRA® in the tempered state can be mechanically processed to make tools of any complex shape. When cutting at medium speeds, tool life of carbidostal BOKRA® is not inferior to hard alloys. In drawing
production, when extruding pipes, profiles, under shock loads, it surpasses hard alloys. At the Yuzhnotrubny plant (Nikopol), a batch of drawing mandrels in TsKhV-3 worked for more than 25 years. For the first time technical conditions TU 14-340-10-91 were developed for the class of materials “CARBIDOSTAL” in 1991, according to which the material was supplied to YuTZ.
3. Carbidostal BOKRA® is also like high-speed steels, but with heat resistance 30-40 °C higher and with hardness at the level of hard alloys. The material has a lower coefficient of friction, which decreases the temperature in the cutting zone. Self-lubricating tools made of carbidostal BOKRA® are 10 times more durable than those of high-speed steel! Such a tool does not stick and is indispensable when processing aluminum, titanium, non-ferrous and heat-resistant alloys. The machine operators at the Voronezh aircraft plant used end mills for milling the honeycomb structure of the wing that did not require cleaning or stopping of machines; and kept those mills in locker rooms after work, as valuable assets.
4. Carbidostal BOKRA® is also like die steels for cold forming and hot deformation with a low coefficient of friction and the effect of self-lubrication. Gauges, punching dies, drawing dies, closed dies from carbidostal BOKRA® surpass die steels in durability by 15-20 times, and hard alloys – by 2-5 times. A smoother surface is provided. At the Sinelnikovskiy spring plant, the durability of mandrels made of carbidostal BOKRA®
exceeded the existing ones by 55 times when punching holes in 11 mm spring steel at 900°C.
5. Carbidostal BOKRA® is also a structural material.
5.1. As an antifriction material for plain and rolling bearings. Carbidostal BOKRA® contains particles of solid lubricant – hexagonal boron nitride, which together with titanium carbide particles reduces the friction coefficient of the material by an order of magnitude. The combination of high hardness and low friction coefficient is unique; in critical friction units carbidostal BOKRA® is unsurpassed! The durability of the sealing insert in the Wankel engine exceeded the cast iron one by 200 times.
5.2. As a structural material for parts in critical working conditions. According to the German company Deutsche Edelstahlwerke, modern Formula 1 race cars have become
possible thanks to the use of their “carbidesteel” – Ferro-Titanit for engines.
5.3. As a heat resistant material. Using heat-resistant steels or alloys as a base for carbidostal BOKRA®, it is possible to obtain material with an operating temperature of more than 900 °C. In combination with a heat-resistant solid lubricant BN, the material can be used in high-temperature friction units.
5.4. As a material for the production of working bodies of machines for cutting, grinding, crushing. For example, working bodies of soil-processing equipment, knives for mowing
and biomass chopping will increase their resource by 10 or more times.
6. In terms of the set of properties, carbidostal BOKRA® surpasses existing analogues, such as the American composite Ferro-Tic® by SBC or the German Ferro-Titanit® by
Deutsche Edelstahlwerke. These materials do not have cutting properties and are not suitable for use as cutting tools. In addition, they are made by sintering and cannot be deformed. In terms of strength and impact toughness, these materials are inferior to carbidostal BOKRA®.
7. Three utility model patents were obtained for the composition, deformation technology, and the effect of self-lubrication. International application for an invention is in progress. A certificate No.306454 of 05.10.2021 for the registered trademark “carbidostal BOKRA®” has been received.
8. The proposed invention was among the 20 finalists of the IX Festival of innovative projects Sikorsky Challenge 2020, Kiev. According to the results of the competition, the invention “Deformed composite TiC-steel CARBIDOSTAL” was accepted by
the Chinese company Golden Egg Technology for implementation under the government program.
9. Information about carbidostal
Website: www.carbidostal.com/en
Participation in contests:
03.11. 2020, Kiev — IX Festival of Innovation Projects Sikorsky Challenge; finalist
PDF presentation:
https://drive.google.com/file/d/1Cs-fIeTv74fbNsK3ibncEmB_RMuskP_r/view
Video presentation:
https://www.youtube.com/watch?v=U4SRrqV7ryk
Project presentation in social networks:
Facebook:
www.facebook.com/Carbidostalinfo
www.facebook.com/yuriy.izpm
LinkedIn:
www.linkedin.com/in/yuriyboki
2) Key differences
• Carbidostal composite consists of titanium carbide (30- 50%) and steel binder. In carbidostal BOKRA®, unlike analogues, its own steel binder carbides are retained,
they are not dissolved in titanium carbide. The material has cutting properties and can be used for sharp cutting tools (p. 10 fig. 2, p. 12 fig. 4).
• Carbidostal BOKRA®, unlike analogues, lends itself to plastic deformation via hot extrusion (pressing), rolling, hot stamping with the degree of deformation over 90%.
This provides a uniform distribution of the carbide phase, physical-mechanical properties are significantly improved, the range of products for various applications
is expanded (p. 11 fig. 3).
• Carbidostal BOKRA® contains particles of hard lubricant (e.g. boron nitride), which decreases the tool friction, lowers the temperature in the cutting zone, drastically increasing the tool work time. The durability of the cutting tools made of self-lubricating carbidostal BOKRA® exceeds the existing high-speed steels by 10 times (table 1, p. 13).
3) Comparative properties
The properties of high-speed steel 1.3243, carbidostal (composition 1.3243 + 30% TiC), and hard alloy HG30 are given in table 2, p. 14.
Carbidostal, while having equal hardness with hard alloys (HRC 70-72, HRA 87-89), has 1.5x higher strength (210-260 kgf/mm2),
insignificantly concedes in strength to high-speed steel, and has high impact toughness (100-150 kJ/m2). At the same time, the heat resistance of carbidostal is 30-40 °C higher than that of high-speed steels.
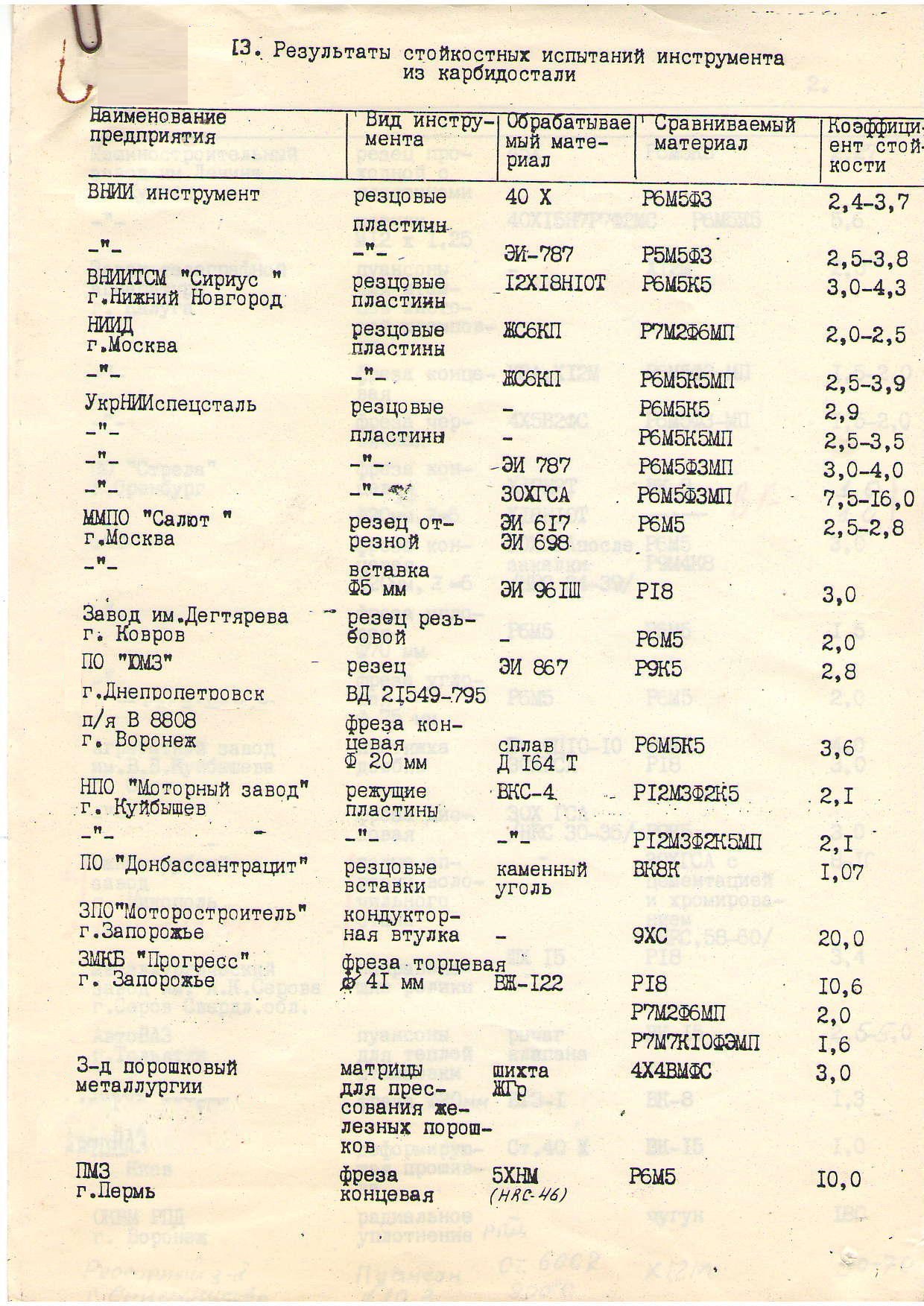
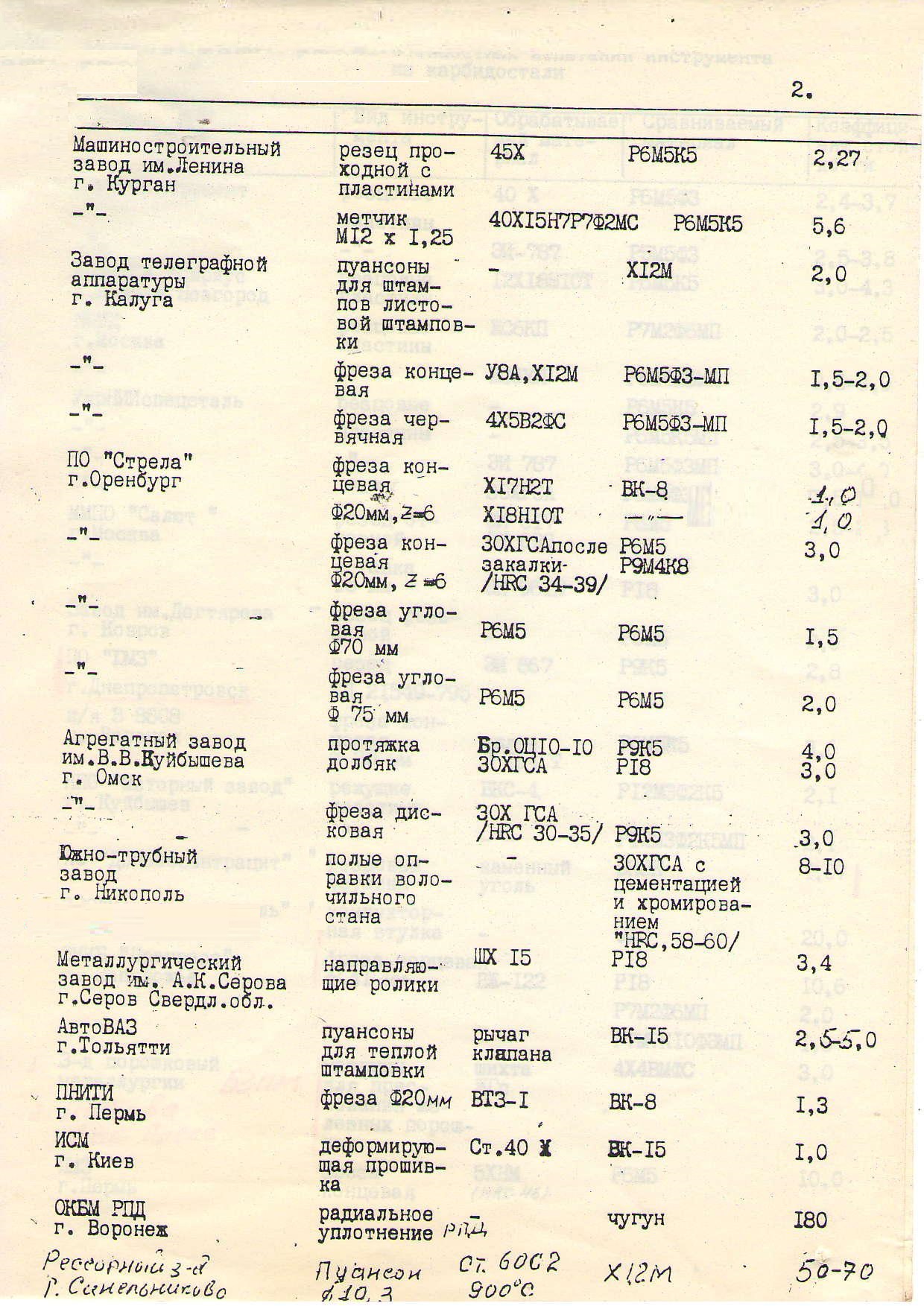
4) Durability tests
The results of comparative tests of the durability of the tools made of carbidostal are given in table 3 and 4, p. 16-19. The tests were conducted in 25 organizations, 20 of them – in
production conditions. About 30 types of tools in total. In 9 cases, the tests were conducted at Ukrainian enterprises. According to the results of more than 40 tests, the durability of
the tools made of carbidostal exceeded the existing materials when cutting by 2.9 times, when stamping – by 6 times.
At the Synelnykivsky spring plant, when punching holes of diam. 10 mm in spring steel 1.5027 with a thickness of 11 mm at a temperature of 900 °C, the durability of the carbidostal punch exceeded steel 1.2379 by 65 times (over 60 thousand punches!).
(Act from 29.05.1992, p. 15).
When testing carbidostal in comparison with hard alloys, the durability of carbidostal tools was at the level of hard-alloy tools (6 tests). The coefficient of durability of the cutting tool made of carbidostal (end mills with a diameter of 20 mm) in comparison with HG30, was: when processing stainless steels (two tests) was equal to 1.0; when processing high-strength titanium alloy VT3: 1.0-1.3; the coefficient of durability of the cutters for the cores of RKS-1 coal harvesters in comparison with the hard alloy HG30 was 1.07 (PO “Donbassanthracite”, the cores of HG30 broke on the inclusions of waste rock); the
durability of the deforming firmware was at the level of the hard alloy HG40 (coefficient = 1.0, ISM, Kiev); the durability of punches for thermal stamping of the valve levers
exceeded the hard-alloy HG40 by 2.5-5.0 times (according to AvtoVAZ).
5) Tools
Cutting tools, cutters, countersinks, mandrels, carbidostal drags used in the tests, see on p. 20-21.
6) Material characteristics
1. High cold hardness.
2. High hardness in hot condition.
3. Durability.
4. Low coefficient of friction.
5. Self-lubrication.
6. Heat resistance.
7. Resistance to scale formation.
8. Corrosion resistance.
9. High operating temperature (up to 900 °C).
10. Adhesion resistance and environmental resistance.
11. Absorbs vibration.
12. High compressive strength.
13. May be non-magnetic.
14. Increased viscosity and strength compared to hard alloys.
15. Possibility of annealing.
16. Reduced specific weight (13-15% lower than that of tool steels, and 50-55% lower than that of hard alloys).
17. Deformed into a strip (thickness up to 2 mm), bar (diameter up to 1.8 mm);
possible production of tubular or bimetallic billets.
18. Welded by friction and electric welding.
19. Small changes in size during heat treatment
7) Areas of use
1. In tool production: cylindrical, face, worm, end, conic, disk mills, drills, broaches, taps, countersinks, etc., the tool of the second order and other complex form;
landing, exhaust and cutting dies of cold and hot stamping; rolling tool, gauges, support plates, centers, etc.
2. In metallurgical production: drags and mandrels for cold and hot deformation of pipes; press mandrels (firmware); matrices for cold and hot pressing (extrusion) of pipes, profiles, rods, strips; drags for drawing and calibration; molds for pressing
metal and ceramic powders; rolling rolls of small-grade mills and cold rolling mills.
3. In other areas: inserts for drilling tools (chisels, crowns), cutters (cores) for cutting coal, frozen soil, chalk, stone; cutting pads for plows and other equipment in agriculture; tools for woodworking, wood boards, cutting paper, cardboard, fabrics,
plastics.
4. Wear-resistant parts of machines operating in abrasive wear, dusty or aggressive environments, sea water, high temperatures.
8) Non-instrumental applications
1. Rotating end seals.
2. Drilling tools, drilling rigs.
3. Sockets, anvils in units of machines for high pressure processing.
4. Working elements of hammer, jaw crushers.
5. High-speed tooth drills and air bearings in drills.
6. Collet inserts, clamping cartridge inserts.
7. Rotors of gas installations, shafts, face covers.
8. High-speed shafts and support bearings.
9. Inserts of injectors for diesel fuel.
10. Piston, seal rings.
11. Hydraulic units or fuel pump parts for dusty or corrosive liquids.
12. Gas bearings for inertial guidance systems (rotors, shafts).
13. Seals in naval artillery.
14. Resistant plates, ballistic.
15. High temperature bearings (900 °C).
16. Components of the fuel pump of a reactive internal combustion engine.
17. Pistons of high pressure pneumatic compressors.
18. Brake drums, pads.
19. Clutch pressure plates.
20. Dies for extrusion of polyethylene.
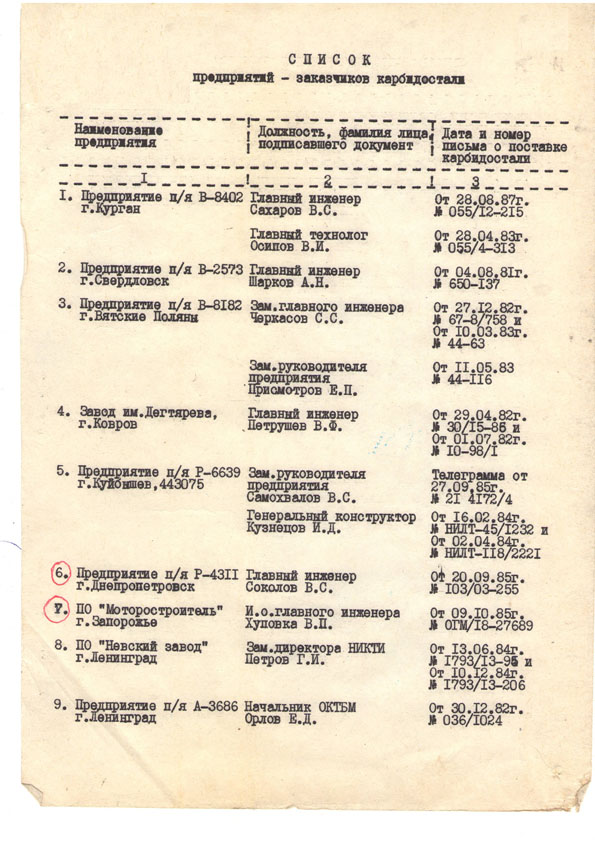
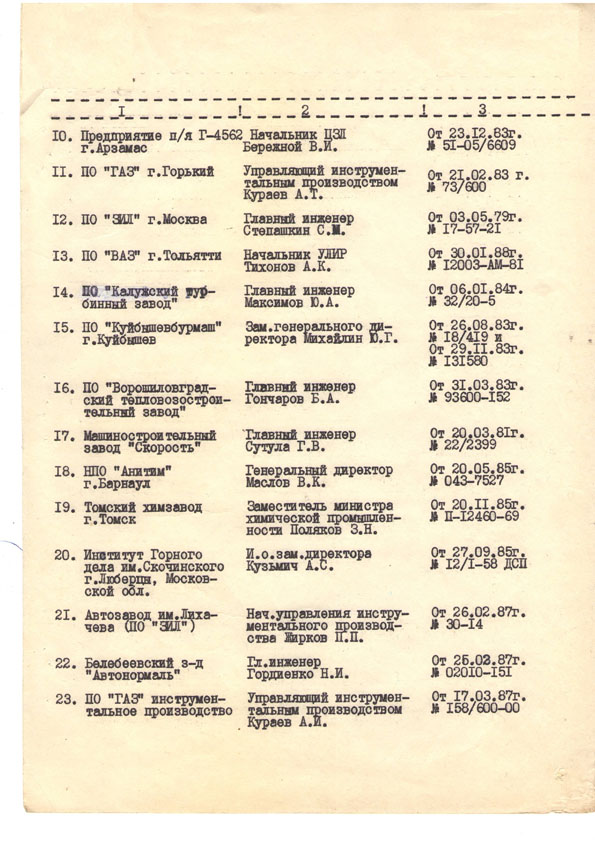
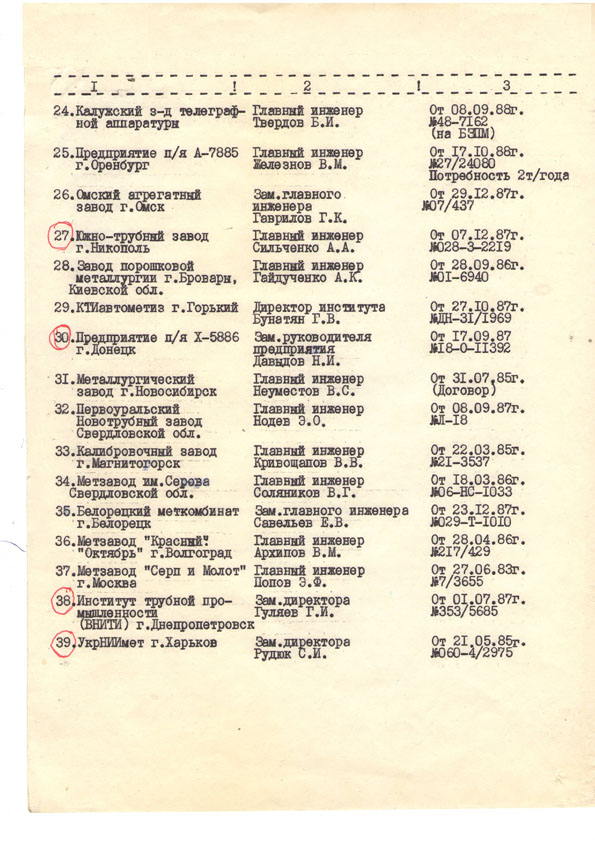
9) Potential consumers
Applications from consumers for carbidostal came from 39 organizations. For a list of carbidostal customers (including 6 Ukrainian companies) with the name of the company,
official, date and document number, see table 5 p. 22-24.
10) Copyright certificates
16 copyright certificates were received for the composition and technology of carbidostal production, 3 patent certificates were obtained, more than 60 articles were published.
11) Priority
11.1. Priority of development: reference to the book “Progressive cutting tools and modes of metal cutting”, edited by V. Baranchikov, 1990, 401 pages (p. 25-26).
11.2. Priority of the term: the term “carbidostal” was first used in the press by the author in 1979 as a translation from the Polish term “węglikostal” used by E. Bryjak in his articles.
References: “Tool material that combines the properties of steel and hard alloy – carbidostal”, Y. Bokyi, V. Zubkova, A. Tsipunov. Prospect: Zaporozhye, UkrNDIspetsstal, 1979. 600 copies. (p. 27-28).
12) Summary by N. Stetsenko
The question of industrial production of carbidostal was formed in the early 80’s. After hearing the author about the state of development of carbidostal, Deputy Director for
Science, former chief engineer of the plant “Dniprospetsstal”, N. Stetsenko, summarized in writing: “It’s too late to give advices. We need to build a site.” (1981)
- The results of comparative tests on durability of
- “carbidostal – plus”(UkrNIIspetsstal, 1985.)
Tool stability using “carbidostal – plus” exceeds common carbidostal by an average of 3.3 times.
Head of Laboratory Vnukov Yu.N.
Senior engineer Uchaev A.S.

The creative team of the Institute of UkrNIISpetsstal (Zaporozhye) – Department of Powder Metallurgy and Steel Deformation (OPMD), 1983.
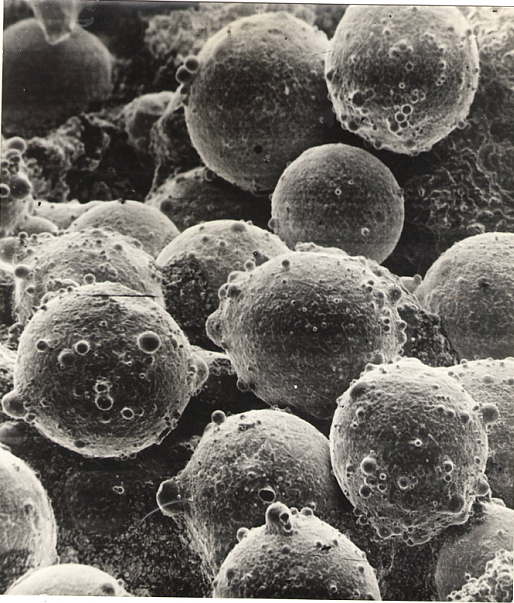
Atomized 1.3243 high speed steel powder
(fraction – 800 microns); stereoscopic, x30,000
1.3243 steel powder after grinding in a jet mill
(average particle size – 4-7 microns)
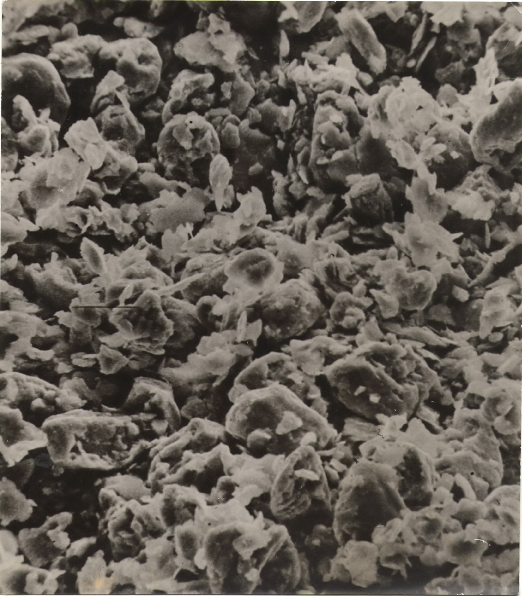 Figure 1
Figure 1
The structure of carbidostal 1.3243 + 30% TiC. After quenching and tempering.
Murakami reagent etching; x1000
a, b — according to the developed technology — carbidostal BOKRA®
c — by technology of known analogues
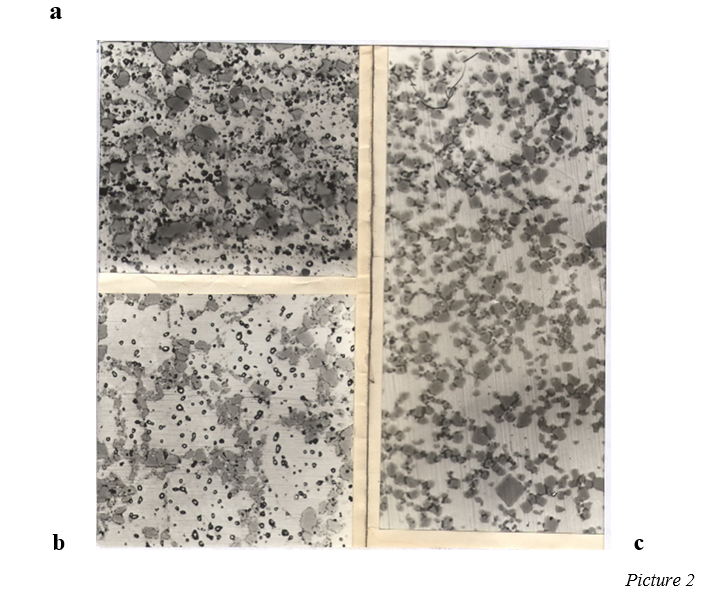
In the carbidostal structure, fig. a, fig. b 1.3243 steel binder particles (white background) retain their own primary and secondary carbides: small inclusions on a white background.
In carbidostal, using the technology of known analogues, the proprietary carbides of the binder are converted to titanium carbide, forming an intermediate carbide of the type (Ti 𝑀𝑒)C.
The average particle size of TiC (dark inclusions) is 1.0-1.2 microns.
The structure of carbidostal after annealing; x200
a. Hot stamping, gas-static pressing
b. After deformation (degree of deformation 90%)
Uniform distribution of the carbide phase in the structure
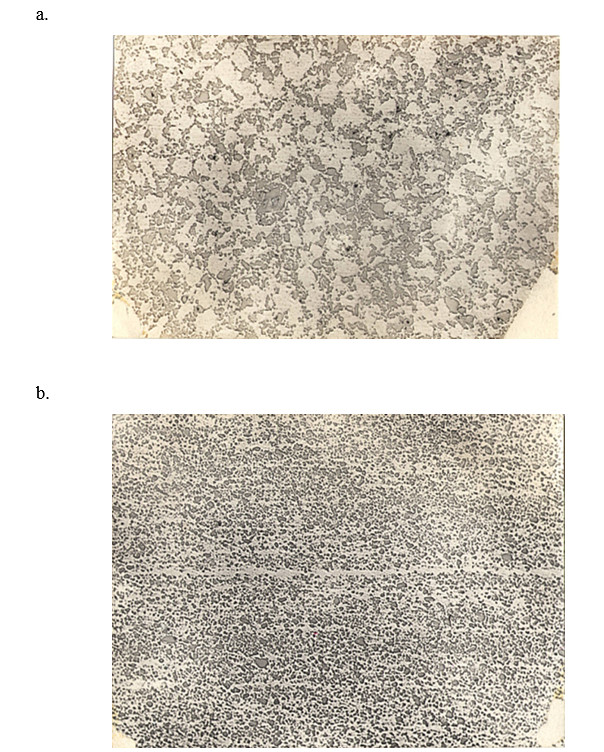
Figure 3
The structure of carbidostal, after quenching and tempering (etched); x800
a. after sintering
b. after deformation (degree of deformation 90%)
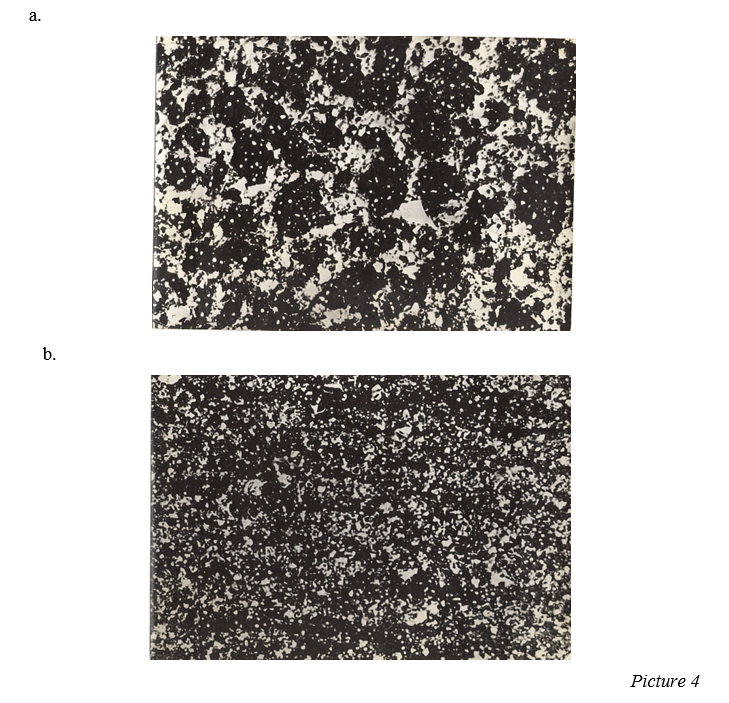
Dark areas are particles of a steel binder 1.3243, in the structure of which there are own carbides of a steel binder 𝑀𝑒С (light inclusions on a dark background.). Larger highlights
are titanium carbide particles. After deformation, a uniform distribution of the carbide phase is observed.
Table 1. The results of comparative tests on durability of сutters (chisels):
– made of carbidostal 1.3243 + 30% TiC without lubricant (column 2)
– made of self-lubricating carbidostal 1.3243 + 30% TiC + BN (column 3)
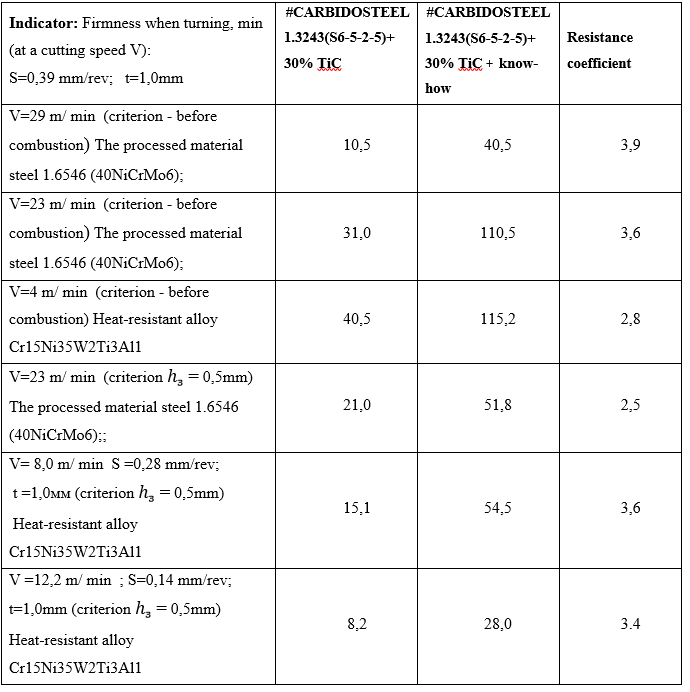
Introduction of BN hard lubricant into carbidostal increases cutters tool life by 3.3 times on average (column 4), and total resistance coefficient of self-lubricating carbidostal
compared to steel 1.3243 – up to 10 times.
Table 2. Comparative properties of tool materials

Table 3. Test results cor carbidostal tools compared to steel and carbide alloy tools
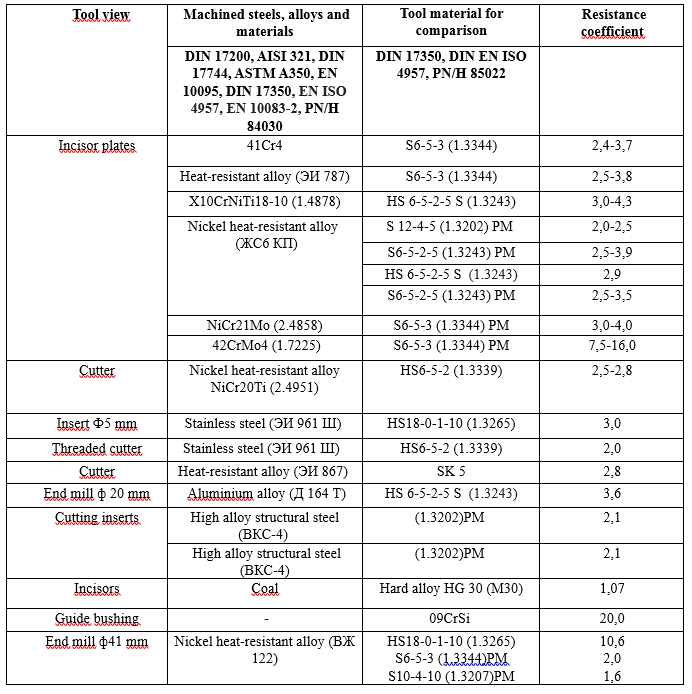

Table 4. The results of tests for the durability of carbidostal (resistance factor–col. 5)
Cutting and deforming tools from carbidostal

Cutting tools from carbidostal
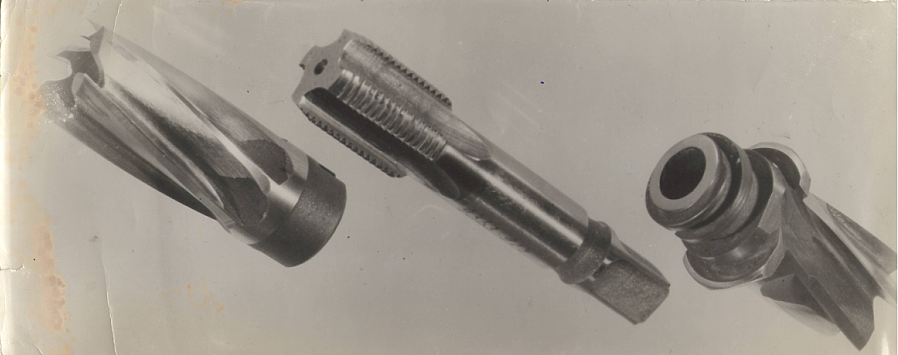
Table 5. List of enterprise customers for carbidostal
Yuriy Bokiy,
Director, Instrumental Works of Powder Metallurgy, Ltd. (registered in 1993)
Former leading researcher at the UkrNDIspetsstal institute
Head of works for carbidostal
Sobornyi av. 95/53, Zaporizhzhia, Ukraine
+38 (067) 611-04-60 (WhatsApp, Viber, Telegram)
Skype: izpm-zp1
Email: izpm@izpm.com
www.izpm.com
www.carbidostal.com